12 Tips for Applying the Best Rhino Linings® Bed Liners
Consistent, high-quality bed liner applications don’t happen by accident. They come from disciplined habits, proper equipment care, and a solid understanding of how your materials perform. Whether you’re a seasoned applicator or still building your process, these 12 practical tips will help you raise your standards, reduce job failures, and keep customers coming back.
Set Your Foundation: Chemical and Equipment Basics
1. Store Your Chemicals at the Right Temperature
Chemical storage directly affects how your products perform on the job. High pressure chemicals and primers should be stored at 70°F. Low pressure chemicals need to be stored and dispensed at 80–85°F.
Storing outside these ranges can shorten shelf life and cause inconsistent application results. A simple thermometer and climate-controlled storage area can prevent a lot of headaches down the line. Place an inexpensive thermometer 1 foot above the floor in the equipment room – this ensures the drums and/or containers are stored at correct temperature.
Try this: Label your storage area with the target temperature range for each chemical type so any team member can verify conditions at a glance.
2. Wipe Down Container Lids After Every Use
Once a container is opened, contamination becomes a real risk. Always wipe lids and bung caps clean after use. For A-side products, apply a small amount of Fusion grease lubricant or petroleum jelly before sealing. This protects the product from air exposure and keeps lids from sticking or leaking.
Skipping this step can lead to degraded materials and wasted product, both of which cost you money.
3. Always Reference the Latest Product Information
Rhino Linings continually updates its formulations and best practices. Before mixing any product, check the product data sheets (PDS), safety data sheets (SDS), and container labels. Visit the Tech Center on the website for the most current information.
Relying on outdated instructions is one of the most common causes of preventable application errors. Keep your team informed.
Daily Checks That Protect Every Job
4. Run a Cup Check Before Each Spray Day
If you use a low pressure unit, run a cup check every day before spraying a truck. This confirms your ratio is within the proper range of .58–.63. You can log results on the low pressure ratio check spreadsheets available from Rhino Linings.
This quick daily check catches ratio problems early before they become costly failures on a customer’s vehicle.
Try this: Make the cup check the first step in your morning startup routine, not an afterthought.
5. Check Your TSL Bottle Every Week
The throat seal liquid (TSL) keeps your gun functioning properly. Physically inspect the TSL bottle once a week and replace it as needed. Don’t assume it’s fine because the gun seems to be working.
A depleted TSL bottle can cause machine pump wear and/or wet cup issues. Rhino Linings has a technical demo video on this, SEE IT HERE.
6. Inspect All Air Lines for Moisture Weekly
Moisture in your air lines can ruin a liner. Check all membrane dryers, inline filters, and your compressor every week. Drain them as needed.
Don’t wait until you see a moisture-related defect on a finished liner. By then, the damage is done. A weekly five-minute check costs nothing compared to redoing a full application.
Product Handling That Prevents Failures
7. Recirculate Lines After Extended Downtime
If your high or low pressure unit sits idle for five consecutive working days, recirculate the lines. This brings fresh material into the spray hoses and recirculation lines before your next job.
Old, stagnant material in the lines can cause ratio inconsistencies and blockages. Build recirculation into your standard operating procedure for any equipment that sees irregular use.
8. Agitate New Drums Properly
Brand new drums should always be agitated on high speed the first time they’re opened. Chemical components can settle or coagulate during warehouse storage. Use the jiffy mixer for 5 minutes (on brand new drums only for first time use) the standard rule is one minute of agitation per gallon.
After that initial mix, switch to low or medium speed agitation for regular use. If a drum doesn’t contain pigment, mix thoroughly before transferring material to another container for pigment addition — again, one minute per gallon applies.
Skipping proper agitation leads to uneven mixing and inconsistent liner quality.
Application Techniques That Improve Results
9. Apply Primer at the Correct Mil Thickness
Primer application sounds straightforward, but the details matter. You must apply primer at the recommended mil thickness for proper adhesion. Make sure the primer is NOT expired – verify lot number. Too much primer means the liner won’t bond correctly — and failures will follow.
Environmental conditions like heat, cold, and humidity can all affect how quickly primer cures and how easy it is to work with. Mixing too large a batch at once can also increase labor time.
If you’re prepping plastics, vinyls, fiberglass, or existing bed liners, use Rhino Linings’ adhesion promoter designed for those surfaces.
10. Sand and Prep All Edges
Edge prep is a detail that separates good applications from great ones. Sand all fiber or wire tape edges before applying any coating. Then wipe those edges down with acetone — especially when using Rhino® Bonding Agent.
Unsealed or improperly prepped edges are a common starting point for peeling and delamination. Taking a few extra minutes here protects the entire liner.
Try this: Make edge prep a checklist item that gets signed off before spraying begins.
11. Shut Down Guns the Right Way
Proper gun shutdown is about protecting your equipment for the next use. Before capping or greasing the gun tip, follow all low or high pressure shutdown and purging steps specific to your equipment.
This process seals out air and prevents both chemicals from making contact at the tip — which leads to clogging. A clogged tip on the morning of a job is a frustrating and avoidable problem.
Finishing Strong: Protecting the Final Product
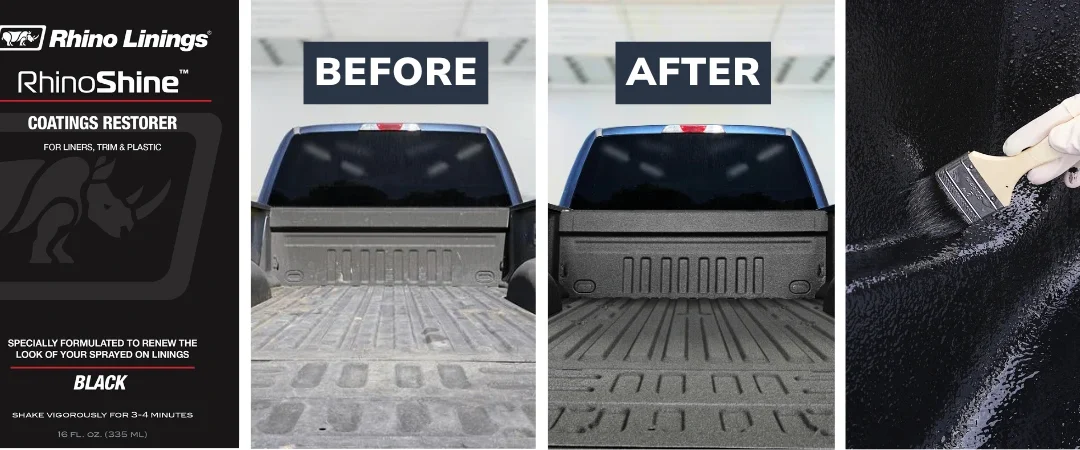
12. Apply UV Topcoat on All Colored Liners
Any liner sprayed with color needs a UV topcoat. Without it, the color will fade over time leaving customers unhappy and your reputation at risk.
A UV topcoat protects against sun exposure and extends the life of the liner’s appearance. The one exception is Rhino Solarmax, which does not require a UV topcoat.
Don’t skip this step on colored jobs. It’s the difference between a liner that looks great for years and one that fades within months.
Putting It All Together
High-quality bed liner applications come down to consistent habits across every stage, from storage and equipment maintenance to surface prep and finishing. Here’s a quick recap of where to focus:
- Maintain proper chemical storage temperatures to protect product performance
- Run daily and weekly equipment checks before small issues become big failures
- Follow drum agitation and recirculation protocols for consistent material quality
- Prep surfaces thoroughly, including edges, before any coating is applied
- Always finish colored liners with a UV topcoat to ensure long-term satisfaction
Start by auditing your current process against these 12 tips. Identify the two or three areas where your routine has gaps, and tighten those up first. Small improvements in daily habits lead to measurable improvements in liner quality and happier customers!
Have an application tip, technique, or strategy that works well in your shop? Submit it via email for possible inclusion in a future editions of the newsletter, Surface Matters.